Design and Engineering Firm Pensa adds Method XL for Small Batch Production
Bennie Sham
December 14, 2023
Pensa, a design, strategy, and engineering consultancy, recently added the Method XL 3D printer to its repertoire of 3D printers. Method XL joins its predecessors, Method and Method X, to give the team of designers and engineers a seamless 3D printing process aimed at boosting prototyping and R&D and scaling production.
“We were one of the first users of Method,” said Marco Perry, co-founder and partner at Pensa and Pensa Labs. “The Method platform has been very useful for us. It’s been fantastic and going to Method XL has been a seamless integration. Resiliency and consistency are why we stick with the same platform. We know how to use it, what settings work well for us, and what materials work well for us. From prep to print to clean up and finish, the whole process is the same across all machines, so we can print the same part on each machine and get the same results.”
3D printing as an injection molding alternative
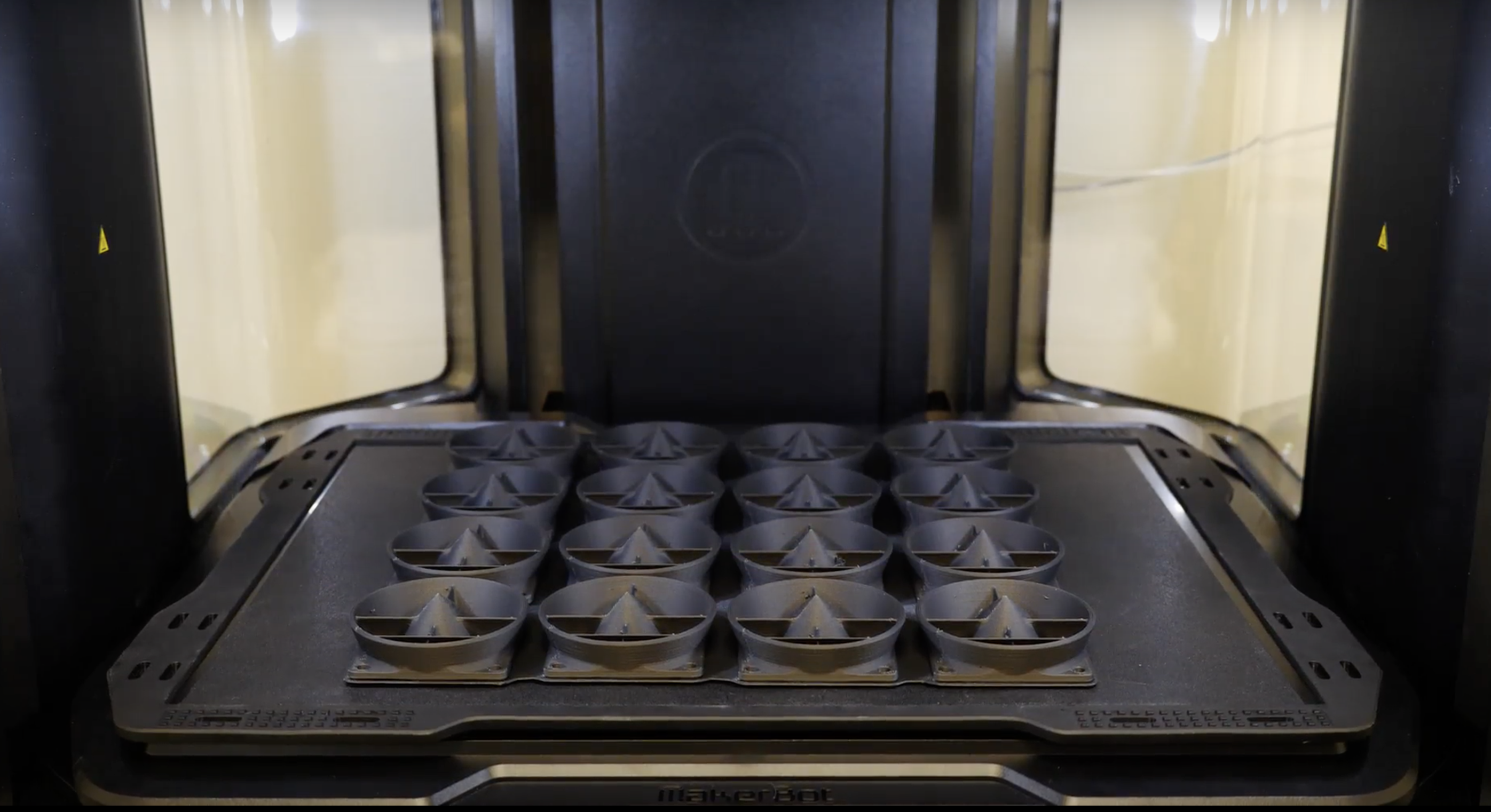
Both Pensa and its sister company Pensa Labs, which creates wire formers and wire cutters used in medical, dental, aerospace, and automotive industries, utilize 3D printing for their design and development, whether it’s by designers who need to evaluate form or ergonomics or engineers who need to evaluate function. Method XL has been a great addition for production, particularly for Pensa Labs. Its large 305 x 305 x 320 mm build volume lets the team print an entire project at the same time or a project with many iterations or larger parts.
The team has been using Method XL to print a mix of applications, from tooling to prototypes, for Pensa Labs’s newest C64 machine, which includes a variety of new features, such as 3D bends and cuts for materials of different densities, including stainless steel, titanium, cobalt-chrome, coppers, aluminum. The C64 machine can bend and cut in 3D, a quarter-inch material all the way down to 1/10th of an inch.
For small batch production runs, such as the ones that Pensa Labs needs, sometimes injection molding isn’t a viable option. Injection molded tooling can be expensive, especially when using hardened steel. It can take a long time to machine and harden, and should something go wrong, all that time, effort, and costs would have been lost. To save themselves from potential headaches, Perry and his team will 3D print iterations in ABS on Method XL before going to injection molding, checking fits or checking that there are no intersections. With a machine with seven moving axes, something is bound to hit something else, so ensuring there are as many parts as possible is critical.
“One of the benefits of having a Method XL here is that we can run a full batch of parts. When it comes to prototyping, it’s also great that now we can prototype much larger parts that we would never have been able to do earlier,” Perry noted.
“What’s good about Method XL is that we slice it once, we get all the parts, and we run them in batches and it basically becomes short run production runs,” said Perry. “Because of the low volume of the parts that we make, it doesn’t justify the cost of cutting injection molding tools—which typically require a minimum of 10,000 units. Plus, a lot of the parts might be more complex than what injection molding can do. The printer is configurable. We can make changes on the fly and 3D print the way we need and when we need.”
However, when necessary, the team will scale from 3D printing to injection molding. Because they are using similar materials in their prototypes, translating to injection molding is seamless.
Method XL delivers consistent and repeatable ABS parts every time
“It’s important to make sure you work with the same materials that you’re going to use in production. That’s why we use ABS—because we know we can match that performance and finish in production. We like the stability of ABS. The predictability, the surface quality, and the durability is everything that we need,” said Perry.
The combination of Method XL’s heated build plate and actively heated chamber enables Pensa to achieve accurate, high-quality prints, whether they’re prototypes or production parts. While still a desktop printer, Method XL offers industrial-grade engineering capabilities that can rival its traditional counterparts.
“One of the important things about prototypes is that you want to make sure that the fidelity of the prototype is going to match what you’re going to get in production. Otherwise, you can’t tell if the idea is bad or whether the prototype is just not matching what you want to do. So when we use Method XL, we know we’re going to get great ABS parts that we can match in injection molding,” he continued.
For parts with intricate details, the team uses the RapidRinse soluble support material, which dissolves quickly and easily in tap water. Previously, the team used support materials that required a caustic bath that was difficult and cumbersome to maintain and drain. RapidRinse has made support removals a thing of the past, reducing the effort and time it used to take and the possibility of damaging the part.
“We’ve been very happy with the parts in terms of surface finish, tolerance, accuracy, and repeatability,” Perry stated. “The repeatability of the parts is super important to us. If it’s a prototype, I want to know that when I come back, I’ve got a prototype that acts the same way, and we know what we’re getting. When it comes to production, we need to have every part be the same inside the C64. That way, we know that no matter what machine we have, they have the same part.”
Interested in the Method series?
Designed for the high-quality production of tools and end-use parts.
UltiMaker uses functional, analytical and tracking cookies. Tracking cookies enhance your experience on our website and may also collect your personal data outside of Ultimaker websites. If you agree with the use of tracking cookies, click “I agree, continue browsing”. You can withdraw your consent at any time. If you do not consent with the use of tracking cookies, click “Refuse”. You can find more information about cookies on our Privacy and Cookie Policy page.I agree, continue browsingRefuse